
Table of Contents
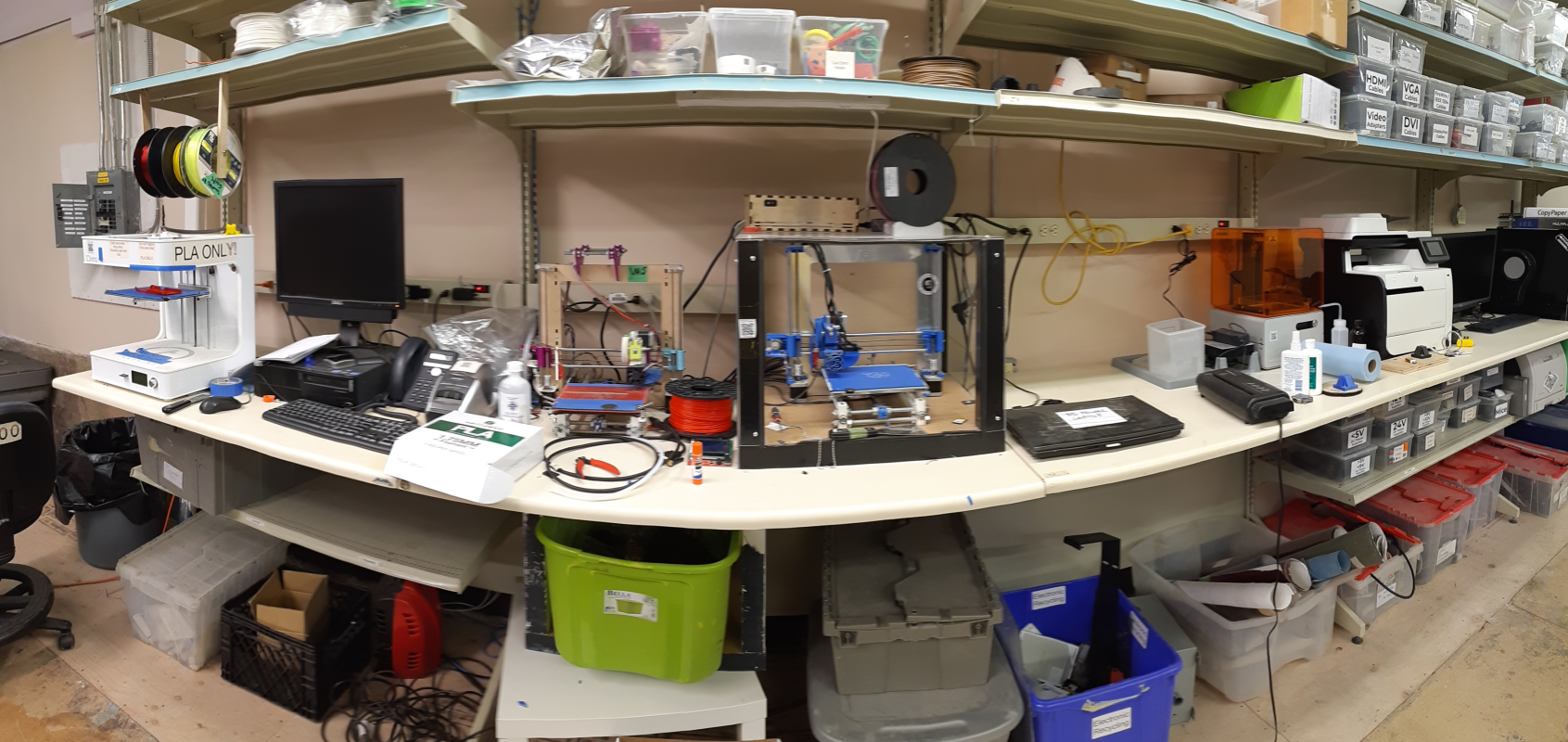
3D Printing Area
There are currently four working 3D printers at VHS. Three of them are filament based, while one is resin based. Training or evidence of competency is required to use any of them. They are connected to a computer on bench E. This computer is to be used only for 3D printing, and is available to anyone who has completed the 3D printer training course.
To schedule a training session or obtain the password, please email the 3D printer work group or ask on the VHS Talk forum.
Details and status of each:
| Status | Organized as of July 1, 2014 |
|---|---|
| Training | Required |
| Usage Restrictions | Members Only |
| Creation Date | VHS Epoch |
| Location | East wall of the main room |
| Champion | 3D Printer Work Group, also see Compendium of Champions |
Safety
3D printers run high temperature nozzles meant to melt plastic. Left unsupervised they could start a fire. 3D printers have moving mechanical parts which could injure someone while in motion. Keep your hands clear when in operation. 3D printers have big power supplies - 500w is common. Always unplug the printer after use and before attempting maintenance.
Tutorial
Instructions on how to use the area and/or it's tools or links to references, pdf guide or something. This should be a solid basis for any required training. 3D printer training guide
Maintenance Log
| Note | Date | Who |
|---|---|---|
| Wiki entry created | April 11, 2015 | Luke B. |
Turn right to the crafting area
Turn left to the central work tables