
Information:
| model | Wen |
|---|---|
| Status | Working as of February 2026 |
| Training | Recommended |
| Hackable | NO |
| Owner | VHS |
| If it Breaks | Unplug, put 'broken' sign on machine. post in #woodworking on Slack |
| Loan Status | VHS Owned |
| Location | Woodshop |
Safety at a Glance
Required:
- Safety Glasses
- C-Clamps or Drill Press Vise
- an experienced drill press operator (if this is not you, you must get someone to help you!)
Optional (but recommended):
- Face Shield
- Hearing Protection
Prohibited:
- Gloves (NEVER use gloves near rotating machinery!)
- Unclamped Material (can spin dangerously!)
Safe Operation Details
Description:
The drill press comes in a floor standing model. It has a motor driven head that has a chuck that accepts bits or cutters. It also has an adjustable table on which the work is mounted. It is operated by pulling a rotary lever that lowers the drill bit into the material. To avoid accidents, the following operational safety rules must be observed by everyone working on the Vancouver Hack Space drill press. Failure to follow the safety rules may result in a loss of shop privileges.
Start With A Risk Assessment To Ensure A Safe Work Area:
- A two foot perimeter around the drill press should be kept clear of people, debris and sawdust that impair traction or footing to avoid slips and falls.
- Safety glasses with side shields or a face shield must be worn. Hearing protection should be worn.
- Remove loose fitting clothing, jewelry, and tie back long hair.
- Give the work your undivided attention.
- Do not wear gloves or anything that would allow a hand, fingers or clothing to be wrapped around the revolving bit.
Operational Safety Rules:
- Approach your work at VHS and on the drill press with a safe attitude!
- Make all drill press adjustments with the power shut off.
- Keep all guards and covers on the machine when it is on and running.
- Make sure the size of the bit is equal to or less than the capacity of the drill press.
- Do not exceed the recommended speeds for the type and size of drill bit being used or composition of the stock being drilled.
- Center punch the drill-hole location into the stock.
- Insert bit into drill chuck and tighten with the chuck key. REMOVE CHUCK KEY FROM THE DRILL CHUCK BEFORE STARTING THE DRILL PRESS
- Use a clamp or vise to securely fasten the stock to the drill press table. Never attempt to handhold stock less than 3’ long while drilling.
- Drill into cylindrical stock using a “V” block.
- Long stock should be drilled with the excess to the left of the operator. If the stock rotates it will hit the drill press column, not the operator.
- Support the underside of the stock to be drilled with a backer board secured to the drill press table. DO NOT DRILL INTO THE DRILL PRESS’ TABLE, except for the existing hole in the centre of the drill press table!
- Never start the machine without the table clear of everything except the stock you are drilling.
- Keep hands and fingers at least 3” from rotating drill bits.
- When drilling deep holes, frequently raise the drill bit from the hole and use a chip brush to remove cuttings and allow the cool bit to cool down.
- When you begin to break through the underside of the stock, ease up on the feed as to not tear the material from the underside. In addition breaking through too quickly may cause the stock to pulled up the drill bit and off the table
- If a drill bit binds, turn off the drill press and carefully turn drill chuck backwards by hand to free the drill bit.
- Never reach around or under a rotating drill bit or grab the chuck to stop a drill press. This can result in hand puncture or other serious injury.
- Turn the drill press off before looking up or walking away from the machine.
- Never stop the rotation of the drill chuck, spindle, or uncontrolled stock rotation when jammed on the bit with your hands or fingers.
- Don’t touch the drill bit and shavings since they are hot immediately after drilling.
- Always clean the drill press table and work area upon completion of the drilling task. Do not use your hands or blow the drill shavings, use a chip brush.
- When drilling into metal use cutting oil and apply moderate downward pressure. If you generate excessive smoke from the cutting oil you are either applying too much pressure or your bit is dull. Rags or chip brushes saturated with cutting oil should be disposed of in a fire can or outside in the dumpster. Never place oil saturated material in the interior garbage cans within the space!
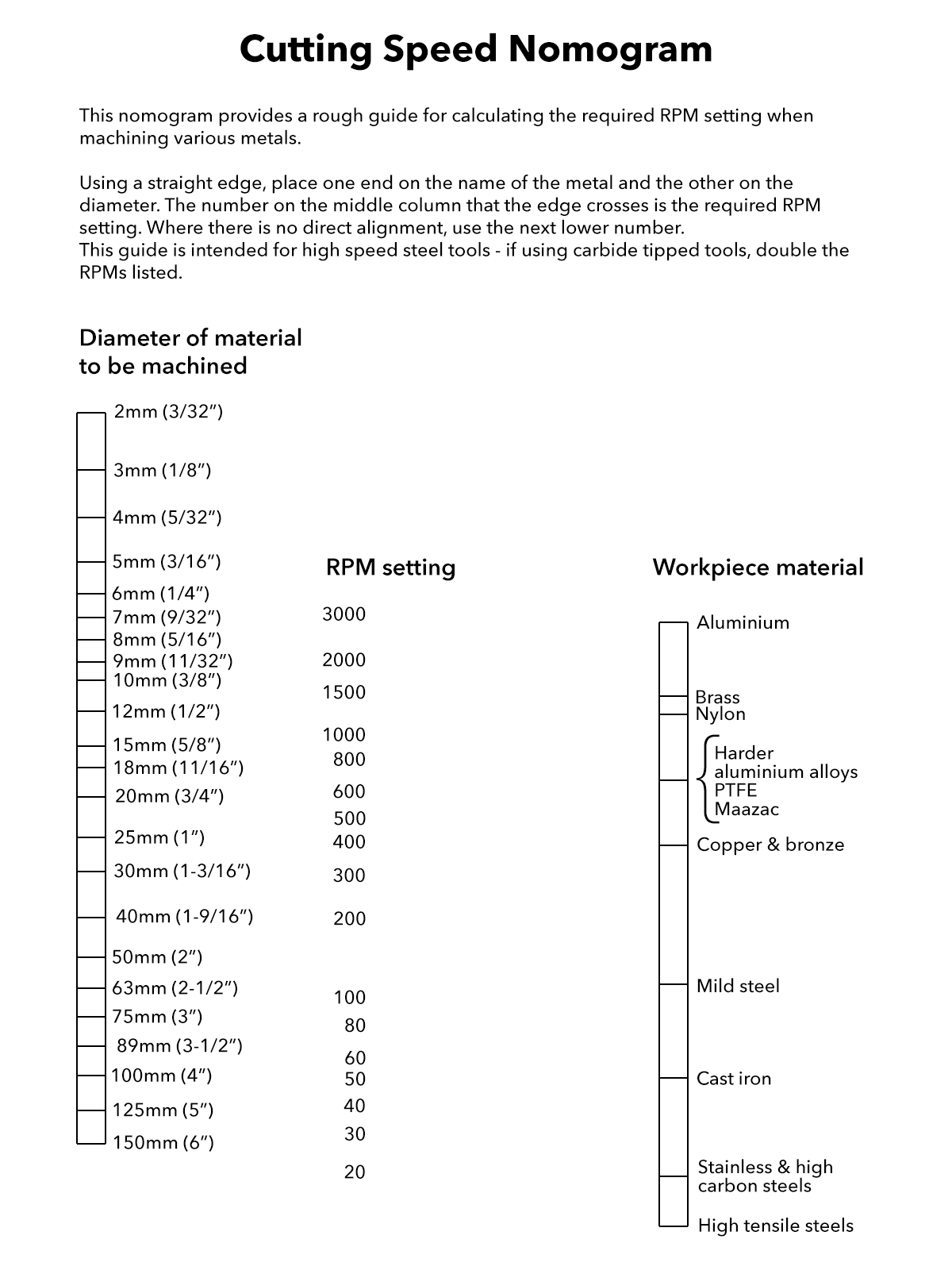
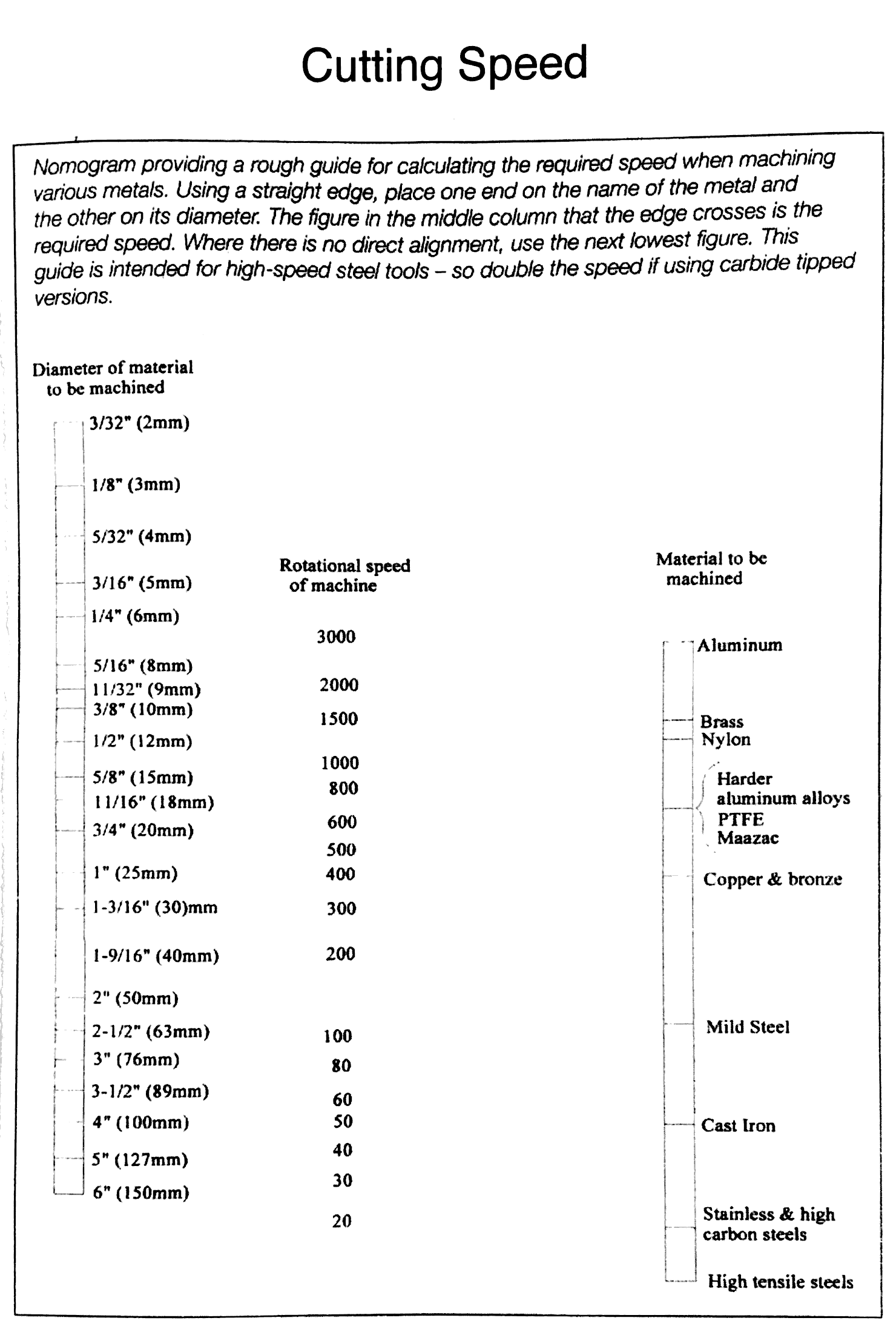
Speeds
RPMs can be determined easily by using this cutting speed nomogram, just substitute the drill size for the workpiece diameter. The original cutting speed nomogram came from Ian at the BCSME.
{kind=link}
{kind=link}