Metal Lathe
| Status | Operational |
|---|---|
| Training | Required |
| Hackable | NO |
| Usage Restrictions | Members Only |
| Owner | VHS |
| If it Breaks | Contact Richard Sim |
| Arrival Date | November 2013 |
| Location | Workshop |
| Champion | See Compendium of Champions |

Safety
There is a mandatory 4-5 hour safety and training course that must be taken before the lathe may be used.
Specifications
It is a 11×25 Advance TY-1125BH metal “engine” lathe, manufactured in 1985, which is actually a generic Taiwanese lathe that is sold under many different brand names. The same basic design is still in production now and being sold by most major hobby machinery manufacturers (Grizzly, Busy Bee, etc), so parts should be somewhat available.
11×25 means that a maximum 11“ diameter stock can be turned over the bed (NOT over the cross-slide however!), and a maximum length of 25” stock can be turned between centres (NOT in a 3/4 jaw chuck!).
Manuals for various almost identical lathes are located in the VHS-Documentation Google Drive shared folder which can be accessed below. Each manual is quite different, covering different topics in different depths and at varying qualities of both images and writing, so take a look through them all for the information you're looking for. <WRAP center round download 60%> Lathe manuals in Google Drive </WRAP>
Materials
Allowed
- Aluminum
- Steel
- Brass (with special tooling)
- Delrin, ABS, PVC, etc (most plastics)
- Titanium (note: special care is required as titanium may ignite when machined!)
Banned
- Wood
- Fibrous materials
- Stone
- Anything that creates dust or grit.
- Pretty much anything that's not metal or plastic.
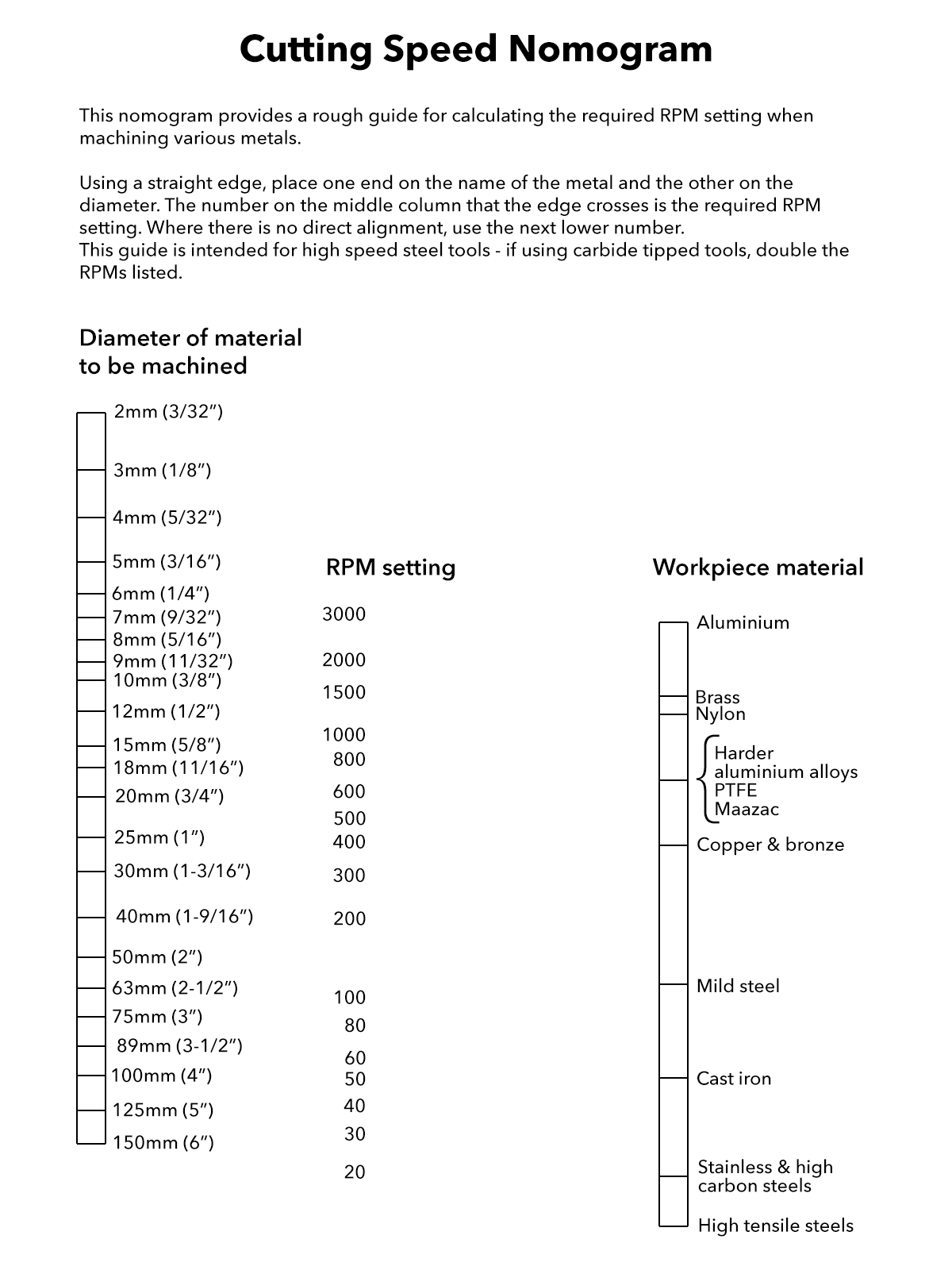
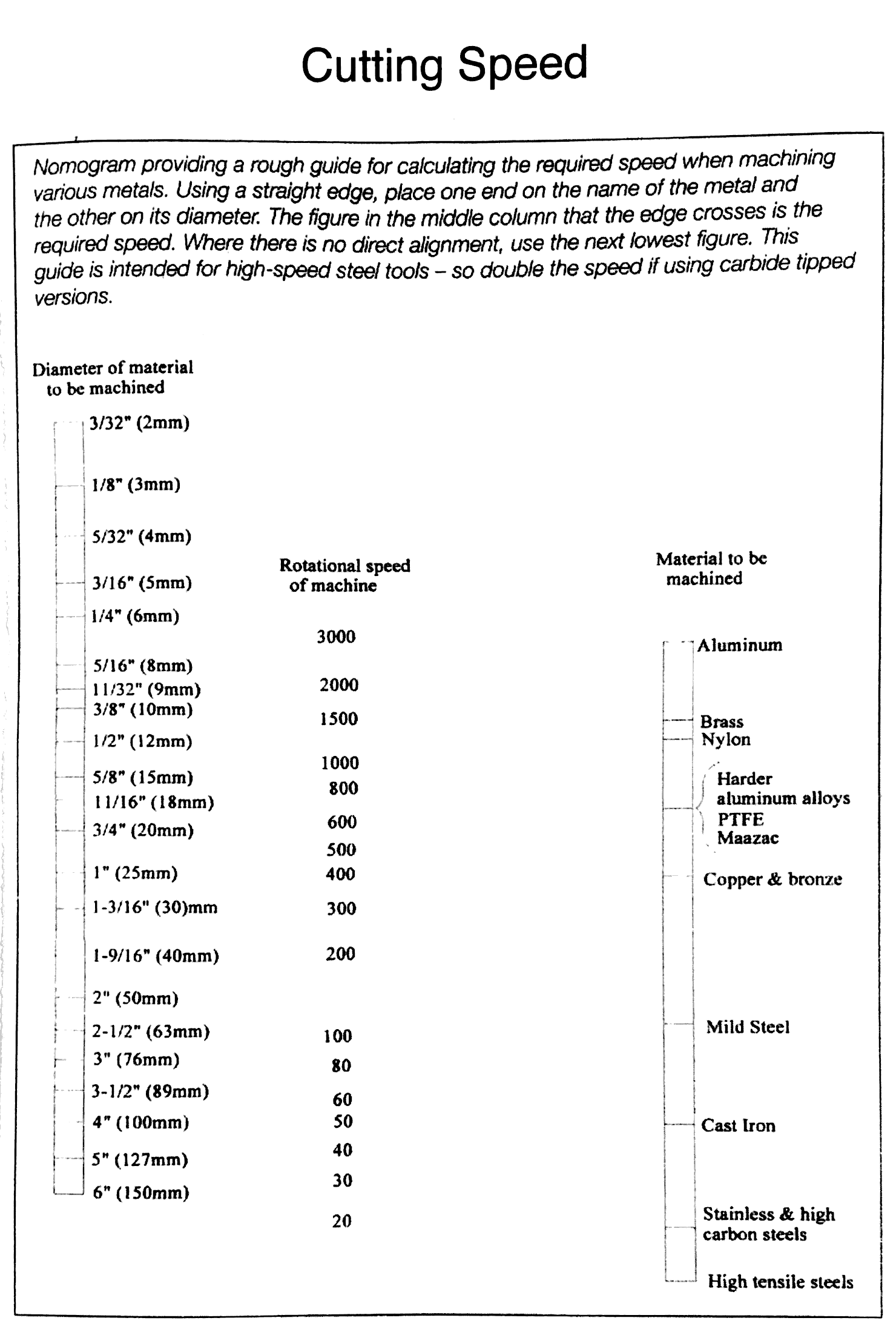
Cutting Speeds
Cutting speeds can be determined easily by using this cutting speed nomogram. The original cutting speed nomogram came from Ian at the BCSME.
{kind=link}
{kind=link}
When getting into hardened, tempered, or annealed steels along with carbide (necessary) cutters, cutting speeds and depths can be unpredictable when going for a high-quality finish, and experimentation may be required. The video The Effects of Heat Treatment on CrMo 4140 Steel in Turning Operations Part 2 is a great example of this, but do note that the video is from a much larger and more rigid lathe than ours! Part 1 has some good background information at the beginning, but Part 2 usurps its results.
Helpful Links
Essential Tooling for a Personal Lathe Kit
Dennis F.
These links are not an endorsement of a specific vendor, they just happen to be who I bought mine from and they are in Delta.
Richard S.
TODO
Thomas L.
http://www.steves-workshop.co.uk/tips/toolgrinding/toolgrinding.htm
http://mindworks.shoutwiki.com/wiki/Cutter_Types_(Lathe)
The VHS lathe has a quick tool change, takes the common 250-1xx series AXA. https://www.amazon.ca/gp/product/B01M19JZF3/ref=ox_sc_sfl_title_15?ie=UTF8&psc=1&smid=A32NIDEAQZYLTL
Tooling Storage
The Black/Yellow tooling cart to the right of the Lathe belongs to Cantina Dude (name on Slack and Talk), and therefore should be consulted before anything major happens to it.
Maintenance Log
| Note | Date | Who |
|---|---|---|
| Updated Tooling Cart ownership | Feb 2025 | Emile |
| V-Belts need replacing | Dec 2019 | |
| Motor changed & rewired | ??? - Nov 2019 | Bill & ??? |
| Routine maintenance | Dec 2015 | Richard S. |
| Wiki entry created | Nov 20, 2013 | Thomas L. |
Maintenance Information
Belts:
Spindle belt: B-31
Motor Belt: B-28
Source from auto parts stores, Grainger or Mcmaster.
https://www.biedlers-belts.com/gates-b28-belt.html
https://www.biedlers-belts.com/single-v-belts/tri-power-notched-belt/bx-section/gates-bx28-belt.html